An emergency shutdown is supposed to be the moment a system goes safe. For plenty of process engineers, it has instead been the moment a different problem starts — fluid escaping from a connection that held perfectly fine under normal operation, showing up the instant pressure dynamics changed in a hurry. This isn't a flaw unique to any one brand or design. It's a predictable consequence of what actually happens inside a pneumatic system the instant supply pressure drops while downstream components are still holding their own pressure, and a Pneumatic System Control Valve that isn't specified with this transient in mind will eventually expose the gap.
What Actually Happens Inside the System at the Moment of Shutdown

The System Doesn't Stop All at Once
People tend to picture an emergency stop as instantaneous — signal sent, system off. The reality inside the pipework is messier. A shutdown command travels at electronic speed, but the pressure change it triggers travels at the speed of sound through whatever medium is in the lines. That gap, small as it sounds, means different sections of a system reach zero or equalized pressure at different moments, and during that window, pressure differentials can briefly spike well past anything the system sees during normal operation.
Stored Energy Doesn't Know the System Just Shut Down
Supply pressure can fall in a fraction of a second. The pressure sitting inside actuators, accumulators, and long downstream runs of pipe does not fall at the same rate. That mismatch is where most leakage during shutdown actually originates — not from a single failed component, but from stored energy looking for somewhere to go once the upstream side of the system stops pushing back against it.
Seals Are Built for Steady Loads, Not Sudden Reversals
A gasket or O-ring rated comfortably for the system's normal working pressure differential can still struggle with a rapid reversal of that differential. Elastomeric seals deform predictably under sustained, known loads. A sudden transient asks them to do something different, and on systems that shut down frequently, this repeated transient loading is exactly what produces the slow seal degradation that eventually shows up as a persistent leak nobody can quite explain.
Why This Keeps Catching Engineers Off Guard
Backflow Is Easy to Underestimate on Paper
When upstream pressure collapses faster than downstream pressure, fluid that should only ever travel one direction briefly has every incentive to travel the other way. Check valves exist for exactly this scenario, but every check valve has a cracking pressure and a closing response time, and during a fast transient, some designs simply don't seat quickly enough to prevent a measurable volume of backflow before they fully close.
Valve Sequencing Matters More Than Most System Drawings Suggest
If an upstream isolation valve closes before a downstream valve has actually finished moving to its commanded position, the brief mismatch between the two creates exactly the pressure differential that drives leakage. This is a sequencing problem, not a component quality problem, and it's one that only becomes visible once someone actually maps out the timing of every valve in the shutdown chain rather than assuming they all act together.
Frequent Cycling Quietly Erodes What Worked Fine Initially
A system that runs an emergency shutdown test once a year behaves very differently over its service life than one cycling through real or simulated shutdowns weekly. Each event imposes a small transient stress on every seal and seat in the shutdown path. None of it shows up as failure the first dozen times. The cumulative effect is what eventually does.
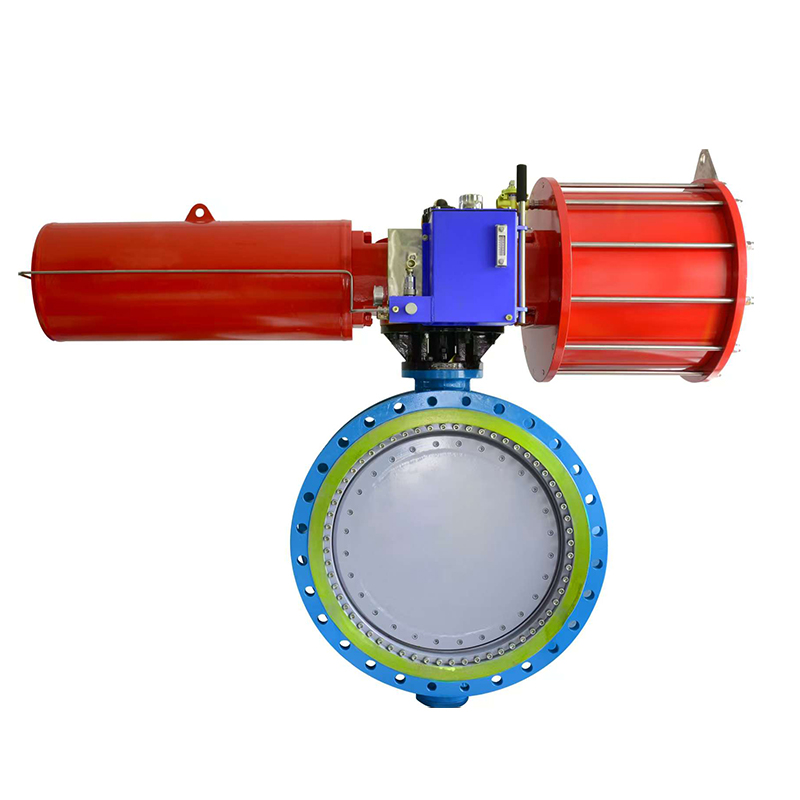
The Role of the Pneumatic System Control Valve in This Picture
It's Doing More Than Just Opening and Closing
A Pneumatic System Control Valve in a shutdown circuit isn't just a binary switch. In a well-designed system, it manages the rate at which pressure changes happen, not just whether flow is on or off. A valve that closes through a controlled, programmed profile rather than slamming shut limits the size of the pressure spike generated at the moment of isolation, which directly reduces the energy available to drive fluid through whatever seal happens to be weakest at that moment.
Actuator Response Has to Match What the Application Actually Needs
A control valve's actuator needs to move at a speed appropriate to the specific circuit it's protecting — not as fast as physically possible, and not so slow that pressure has time to build dangerously before isolation completes. Oversized, overly fast actuators can themselves create fluid hammer effects that stress connections elsewhere in the system. Sizing this correctly requires actually understanding the application, not defaulting to whatever actuator the supplier happens to stock in volume.
Built-In Check Function Closes a Specific Gap
Some control valve designs integrate a check function directly into the valve body, which addresses the backflow problem described earlier without needing a completely separate check valve elsewhere in the line. Whether this is worth specifying depends on how exposed a given application actually is to sustained reverse pressure after shutdown — not every circuit needs it, but the ones that do tend to need it badly.
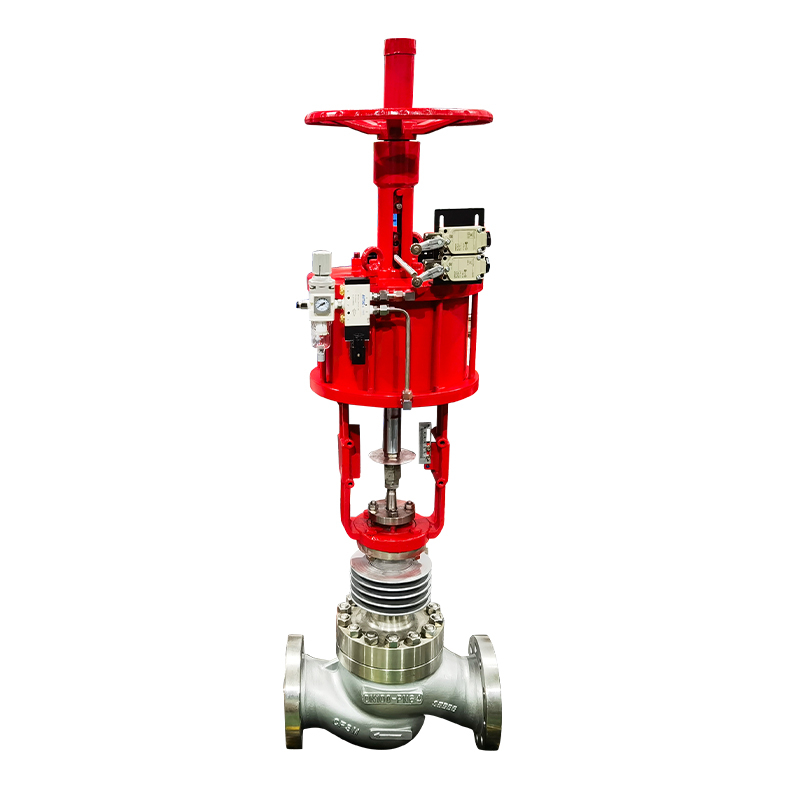
How the Pneumatic Emergency Shut Off Valve Earns Its Place in the System
One Job, Done Without Compromise
Where a control valve manages a range of positions, a Pneumatic Emergency Shut Off Valve exists to do exactly one thing reliably: go from fully open to fully closed, fast, on command, every single time it's asked to. That narrow scope is the point. It lets the design focus entirely on closing speed and sealing integrity rather than splitting engineering attention across multiple operating modes.
Fail-Closed Behavior Has to Be Mechanically Guaranteed
Spring-return actuation is the standard approach here for good reason — remove power, remove control air, remove signal, and the spring drives the valve closed regardless of what else has failed elsewhere in the system. The detail that gets missed surprisingly often is sizing that spring force against the actual line pressure present at shutdown, not against some lower reference pressure. A spring that closes reliably at moderate pressure may stall against higher line pressure, leaving the valve partially open exactly when full closure matters most.
Sealing Has to Hold Against Pressure That Arrives After Closure, Not Just Before It
A shut off valve that seals well against forward pressure but degrades under sustained backpressure after closure hasn't really solved the problem it was installed to solve. This is worth confirming specifically during specification, since standard product literature sometimes emphasizes forward-flow performance without addressing what happens once the valve has already closed and the system around it is still settling.
Comparing the Two Valve Types Side by Side
| Feature | Pneumatic System Control Valve | Pneumatic Emergency Shut Off Valve |
|---|---|---|
| Operating range | Modulated, multiple positions | Binary — fully open or fully closed |
| Primary job | Manage flow and pressure during normal operation | Isolate flow completely during an emergency event |
| Closure behavior | Programmable, controlled profile | Fast, fail-closed via spring return |
| Where it sits in the system | Throughout the active control circuit | At critical isolation boundaries |
| Reverse pressure handling | Depends on design, sometimes integrated check | Sealing integrity is a core design requirement |
| Testing frequency | Tied to operational cycles | Periodic proof testing independent of normal use |
Neither valve replaces the other. Most properly designed shutdown systems lean on the control valve to manage the pressure transient gracefully and the shut off valve to deliver the hard isolation boundary once the sequence reaches that point.
Where This Problem Shows Up Hardest in Real Operations
Chemical and Process Facilities Can't Treat This as Optional
When the fluid in question is hazardous, the stakes around shutdown leakage go well beyond equipment damage. These facilities typically run layered isolation — multiple valves in series, active position monitoring, and regular proof testing precisely because a single point of leakage during shutdown carries consequences that justify the added engineering complexity.
Pneumatic Actuation in Automated Manufacturing Lines
Clamping, positioning, and conveying systems built around pneumatic actuators face a related but distinct version of this problem. An emergency stop that vents pressure from only one side of a double-acting cylinder can let an actuator drift uncontrolled rather than holding its stopped position, creating a hazard for anyone near the equipment during and after the stop event.
Hydraulic Circuits Add Fluid Hammer to the Equation
Higher operating pressures in hydraulic systems mean that the momentum of moving fluid, suddenly arrested, generates pressure spikes well beyond steady-state values. A shut off valve rated only for nominal pressure, without margin for this transient spike, can be damaged by the very event it was installed to handle safely.
Practical Steps Toward a More Leak-Resistant Shutdown Design
Map the Actual Sequence Before Specifying Anything
Before selecting valves, walk through exactly what happens, in what order, across every second of a shutdown event for the specific system in question. Pressure imbalance problems are usually visible on paper once someone actually draws the timing out, rather than assuming every valve acts simultaneously.
Match closure speed to the application, not to habit:
- Confirm the required closure time based on actual hazard analysis for that specific line, not a generic industry assumption
- Check line pressure at the moment of shutdown, since this drives both actuator sizing and seal selection
- Consider fluid hammer risk in hydraulic applications specifically, where transient overpressure can exceed nominal rating significantly
- Build in position feedback wherever the consequence of a valve not actually closing is serious enough to warrant confirmation
Don't Skip Proof Testing Just Because Nothing Has Gone Wrong Yet
Valves that sit idle for long stretches between actual emergency events can develop sealing problems that only become apparent the one time they're actually needed. Scheduled proof testing, done without requiring a full process shutdown wherever the design allows for it, catches this before it matters.
Sourcing Valves That Actually Hold Up to This Demand
Specifying for emergency shutdown safety means the valve itself needs to be manufactured to a standard that matches what's being asked of it. Material certification, pressure testing at the point of manufacture, and demonstrated actuator performance under the specific line pressure conditions involved all matter considerably more here than they would for a general process valve with no safety function attached. Zhejiang Wisley Automatic Valve Co., Ltd. manufactures pneumatic control valves and emergency shut off valve configurations engineered for industrial shutdown safety applications, with the documentation, testing records, and OEM customization support that procurement and engineering teams need when specifying for genuinely safety-critical service. Fluid leakage during an emergency shutdown isn't really a malfunction in the way a burst pipe or a failed pump is. It's the predictable outcome of pressure physics that nobody designed around carefully enough — stored energy with nowhere planned to go, seals asked to handle a transient they were never specified against, and valve sequencing that looked fine on a drawing but never accounted for the actual timing gap between commanded closure and achieved closure. None of this gets fixed by buying a better-branded valve and hoping. It gets fixed by mapping the actual shutdown sequence for the specific system involved, sizing both the control valve and the emergency shut off valve against the real pressure conditions they'll face rather than nominal ones, and treating proof testing as a routine part of operation rather than an afterthought reserved for audits. Engineers and procurement teams working through this should start from the failure mechanism rather than the product catalog, since the right valve only becomes obvious once the actual risk in the specific system is genuinely understood.