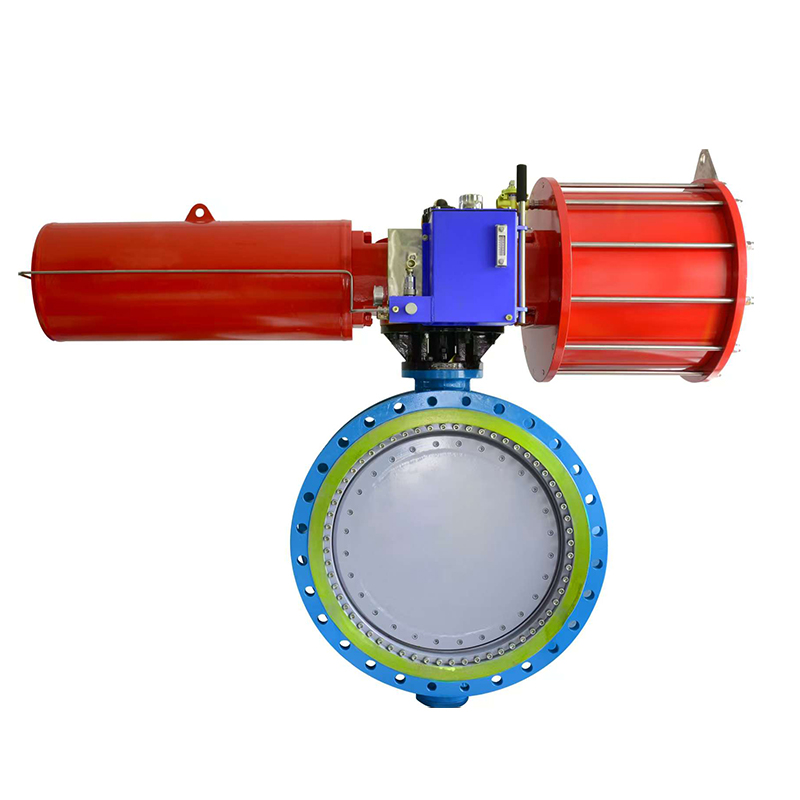
Double Acting Air Valves are pneumatic actuators that use compressed air to move a valve in both opening and closing directions. Unlike single-acting valves, which rely on a spring to return the valve to its original position, double acting designs use air pressure on both sides of a piston or diaphragm to ensure complete control over the movement.

This method offers several operational benefits. It provides stronger and more balanced actuation force in both directions, making it suitable for applications requiring consistent torque or where spring force might be insufficient. This is especially relevant in larger or high-pressure valves, where reliable operation is critical. In addition, double acting air valves are less affected by external factors such as system pressure fluctuations or spring fatigue, improving long-term reliability.
These valves are commonly used in systems requiring precise modulation, on-off control, or where fail-safe spring return mechanisms are not essential. They are often found in process automation, packaging lines, and fluid distribution networks where dependable bi-directional control is necessary.
By using air to both open and close the valve, double acting air valves ensure repeatable performance and faster cycle times, which contributes to increased efficiency and reduced downtime in continuous operations.
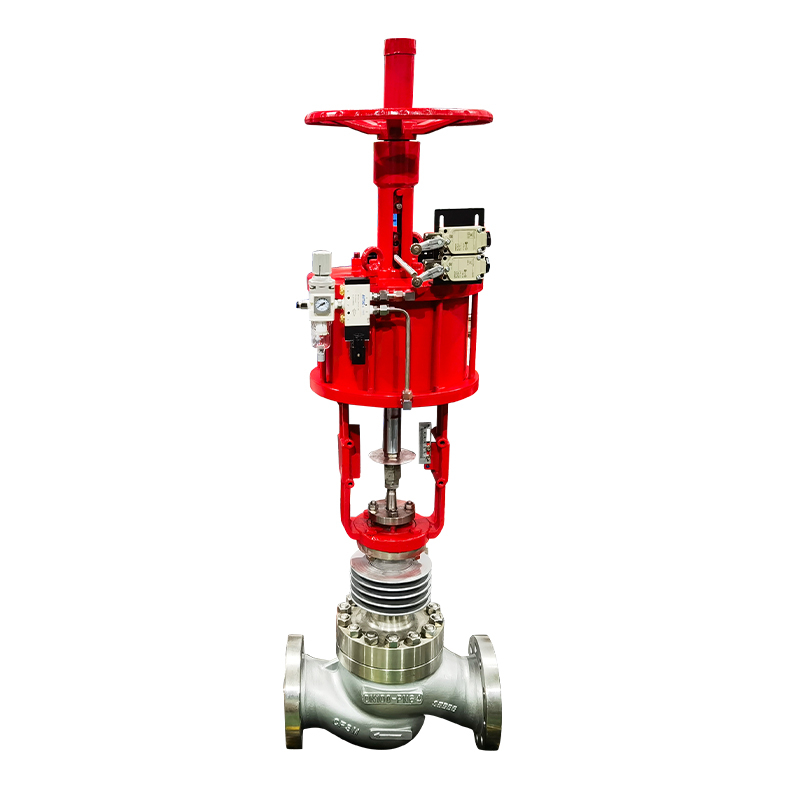
Stainless Steel Pneumatic Valves refer to a category of valves operated by compressed air, with valve bodies constructed primarily from stainless steel. The choice of stainless steel as a construction material is driven by several key considerations: corrosion resistance, hygiene, mechanical strength, and longevity.
In many industrial settings—especially those involving aggressive chemicals, high humidity, or sanitary requirements—the materials used for valve components must be resilient. Stainless steel, particularly grades like 304 and 316, offers resistance to rust, corrosion, and surface degradation even in harsh environments. This makes stainless steel pneumatic valves ideal for food and beverage production, pharmaceutical manufacturing, and chemical processing, where both cleanliness and durability are non-negotiable.
Beyond material strength, stainless steel valves are also easier to clean and maintain. In sanitary applications, their smooth surface finish helps prevent the accumulation of residues or bacteria. This contributes to better product integrity and compliance with industry standards, including FDA and EHEDG guidelines.
Functionally, stainless steel pneumatic valves are available in various configurations, including ball valves, butterfly valves, diaphragm valves, and globe valves. They can be integrated with pneumatic actuators for automation, allowing remote control and real-time response to system changes. With proper sealing and actuator design, these valves can also handle a wide range of pressures and temperatures.
While Double Acting Air Valves and Stainless Steel Pneumatic Valves can exist independently, they are often used together in industrial environments. A stainless steel valve body equipped with a double acting pneumatic actuator offers the combined advantages of durable construction and precise, repeatable control. Such assemblies are particularly useful in industries that require both hygienic design and operational precision.
For example, in a pharmaceutical production line, a stainless steel ball valve might be equipped with a double acting actuator to ensure controlled dosing of liquid ingredients. Similarly, in a chemical processing plant, a stainless steel butterfly valve with a double acting actuator might be used to regulate corrosive fluids safely and accurately.