Butterfly valves are widely used in industrial systems to regulate the flow of liquids and gases. A Pneumatic Butterfly Valve Manufacturer specializes in producing these valves with pneumatic actuation, offering faster response and automated control. Understanding how such manufacturers operate can help industries select valves that meet operational requirements and maintain system efficiency.
What a Pneumatic Butterfly Valve Manufacturer Does
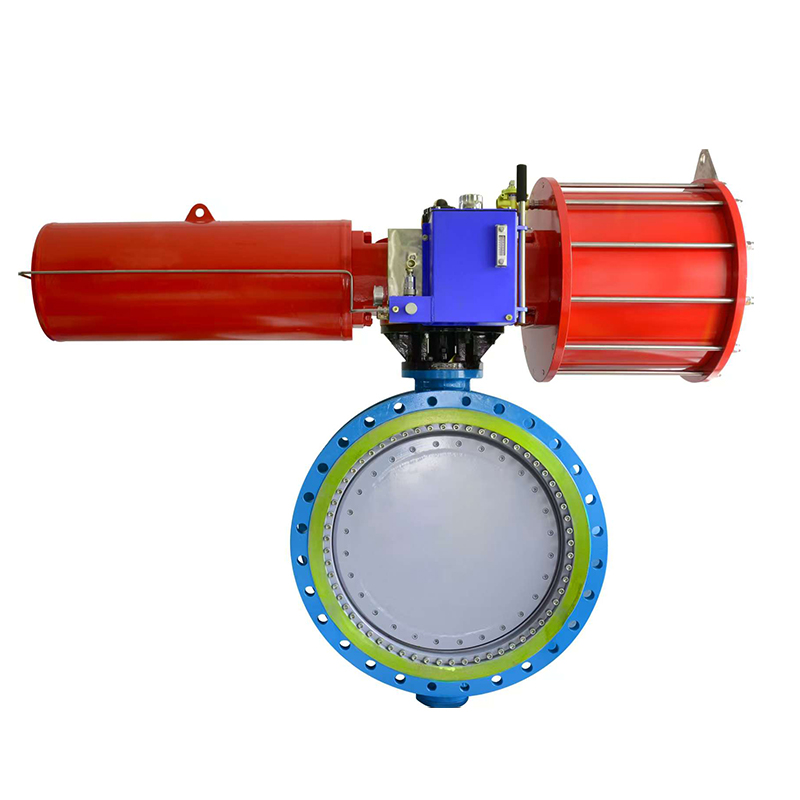
A Pneumatic Butterfly Valve Manufacturer focuses on designing, producing, and testing valves that operate using compressed air to open or close the disc. This automation allows for precise flow control in pipelines and reduces the need for manual operation. Manufacturers often handle every step from material sourcing to assembly and testing to ensure consistent quality.
a. Design and Development
The design phase is critical. Engineers at a Pneumatic Butterfly Valve Manufacturer evaluate the disc, seat, and body materials to ensure they can handle the operating conditions of the target system. Factors such as pressure rating, temperature, and chemical compatibility are considered to create a durable valve.
b. Production and Assembly
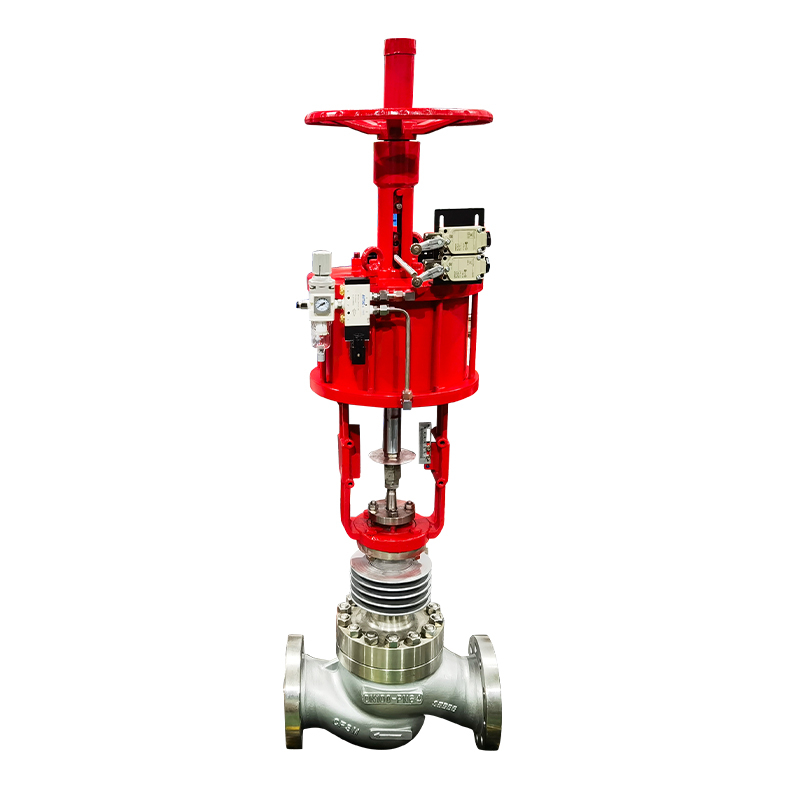
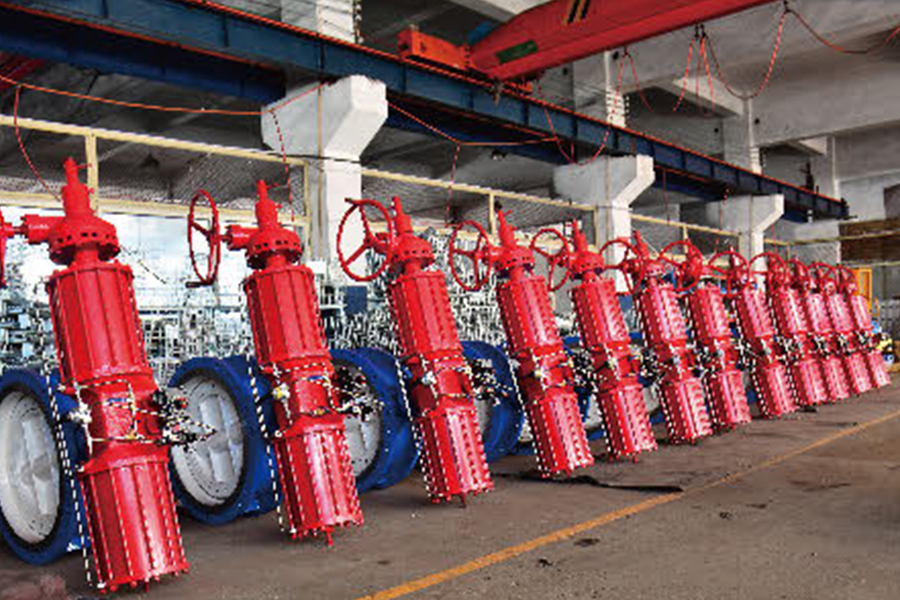
After design approval, components are fabricated and assembled. Pneumatic actuators are tested for proper response, while seals and discs are checked for leaks. A Pneumatic Butterfly Valve Manufacturer often combines automated processes with skilled craftsmanship to maintain accuracy and performance.
c. Quality Control
Testing is essential to confirm valve functionality. Valves are usually subjected to pressure tests, leak checks, and operational cycles. This ensures that each unit from the Pneumatic Butterfly Valve Manufacturer meets reliability and safety standards required in industrial applications.
Advantages of Working with a Pneumatic Butterfly Valve Manufacturer
a. Customization Options
Manufacturers can provide valves in various sizes, pressure ratings, and material configurations. A Pneumatic Butterfly Valve Manufacturer can adapt designs for specific pipeline dimensions or fluid types, offering solutions tailored to customer needs.
b. Reliable Performance
Pneumatic actuators allow quick and precise operation. Valves produced by a Pneumatic Butterfly Valve Manufacturer are suitable for continuous use in automated systems, ensuring minimal downtime.
c. Technical Support and Guidance
A reputable manufacturer offers guidance on valve selection, installation, and maintenance. Working closely with a Pneumatic Butterfly Valve Manufacturer helps clients choose the correct valve for their system and extend service life.
Applications in Industry
a. Chemical and Petrochemical Plants
Pneumatic butterfly valves regulate the flow of chemicals and gases safely, allowing remote operation from control rooms. A Pneumatic Butterfly Valve Manufacturer produces valves with materials resistant to corrosion and chemical exposure.
b. Water Treatment and Supply Systems
These valves are widely used for water pipelines, controlling flow efficiently and reliably. Valves from a Pneumatic Butterfly Valve Manufacturer can handle varying pressures and frequent operation without failure.
c. Food and Beverage Industry
Sanitary designs provided by some manufacturers ensure compliance with hygiene standards. Pneumatic butterfly valves are used in pipelines where automated, frequent flow control is required.
Selecting the Right Manufacturer
a. Material and Production Standards
Ensure the manufacturer uses high-quality materials and follows international production standards. This guarantees durability and reliability of the pneumatic butterfly valves.
b. Experience and Industry Knowledge
A Pneumatic Butterfly Valve Manufacturer with experience in multiple industries can provide advice on suitable valve types and configurations.
c. After-Sales Support
Check whether the manufacturer offers installation guidance, troubleshooting, and maintenance support. Good after-sales service helps maintain valve performance over time.
A Pneumatic Butterfly Valve Manufacturer plays a crucial role in delivering reliable, efficient, and durable valves for industrial systems. By focusing on precise design, quality production, and thorough testing, manufacturers ensure that pneumatic butterfly valves operate effectively in chemical, water, and food processing applications. Choosing a manufacturer with experience, customization options, and solid technical support allows industries to maintain efficient and safe pipeline operations.