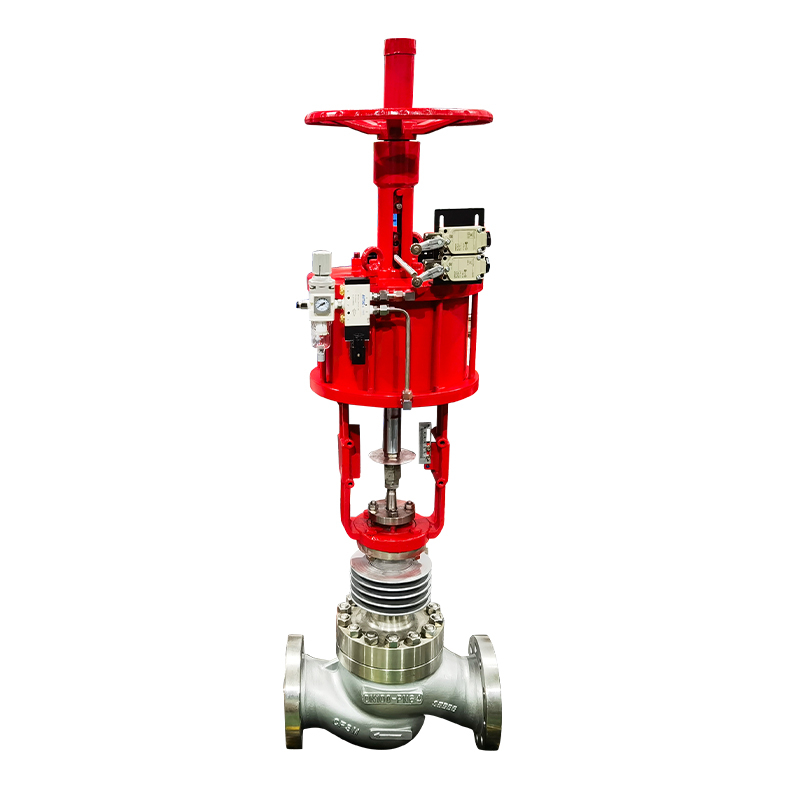
The Globe Valve with Pneumatic Actuator is a widely used solution in process industries that require precise throttling and flow regulation. The globe valve's internal design allows the plug to move perpendicularly to the seat, resulting in accurate control of flow rates. When combined with a pneumatic actuator, the valve becomes an automated component capable of responding quickly to control signals from a central system.

This combination is particularly effective in applications where modulating control is required, such as in steam systems, high-pressure fluid networks, or heating and cooling loops. The actuator uses compressed air to adjust the valve position, allowing for continuous and reliable adjustments without manual intervention.
The main advantages of using a Globe Valve with Pneumatic Actuator include precise flow regulation, high-pressure handling capability, and strong shutoff performance. In automated systems, these valves can be integrated with positioners for enhanced accuracy, enabling closed-loop control and feedback. Their robust design also ensures long-term durability even in demanding environments.
An Air Operated Ball Valve is a type of valve that uses a pneumatic actuator to control the rotation of a ball inside the valve body. The ball, featuring a central hole, rotates 90 degrees to either allow or stop fluid flow. When air pressure is applied to the actuator, it turns the ball quickly, providing rapid and reliable flow shutoff or opening.
This valve type is commonly used in industrial applications where fast operation and simple on/off control are necessary. Sectors such as water treatment, chemical processing, and food manufacturing often rely on Air Operated Ball Valves for their efficiency and ease of automation.
One key benefit of these valves is their straightforward operation. They are well-suited for frequent cycling and provide a tight seal when closed, the risk of leakage. The pneumatic actuator ensures rapid response, making them ideal for time-sensitive processes or emergency shutoff systems.
Durability is another major advantage. The internal ball mechanism typically experiences low wear, which, combined with the lack of complex moving parts, contributes to a long service life. Moreover, the air-operated mechanism allows for safe operation in explosive or flammable environments, where electrical actuators may pose a risk.
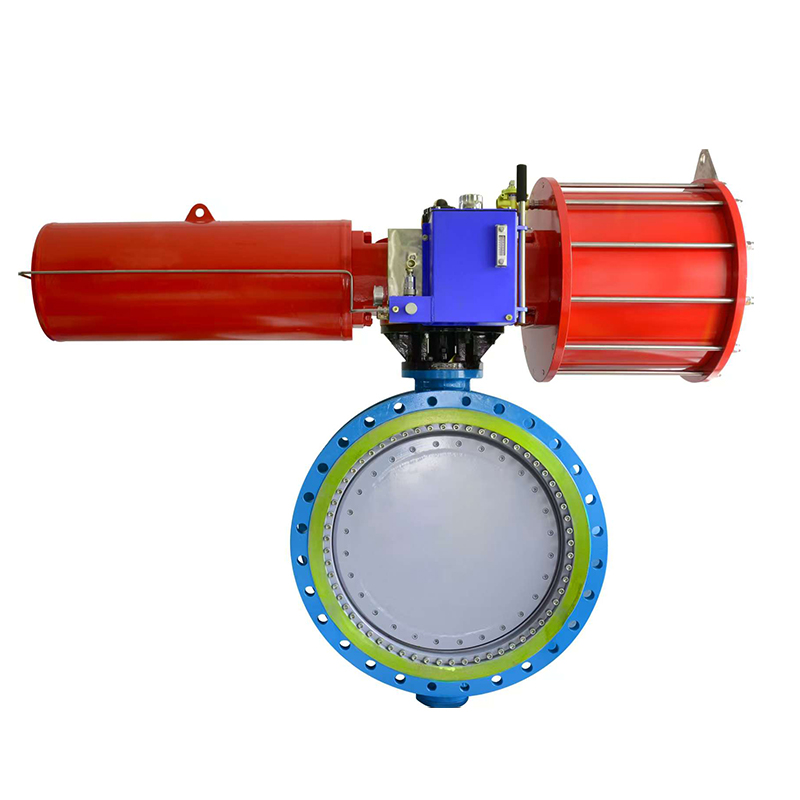
The Pneumatic Control Ball Valve represents a more advanced solution for flow regulation, combining the robust sealing capabilities of a ball valve with the precise positioning and control features typically associated with modulating systems. Unlike a standard air-operated valve, the pneumatic control version works in tandem with a positioner or control module to adjust the valve's opening degree based on signal input from a control system.
These valves are particularly useful in automated systems requiring variable flow rates, such as those in chemical dosing, pressure control, or fluid mixing processes. The actuator receives a continuous air signal, and with the help of a positioner, it modulates the ball's position to maintain the desired flow.
A major strength of the Pneumatic Control Ball Valve is its balance of durability and precision. It offers sealing properties while enabling accurate flow adjustments. This dual capability is beneficial in systems where both leak prevention and flow control are critical.
Additionally, pneumatic control ball valves can be easily integrated into programmable logic controllers (PLCs) or distributed control systems (DCS), enabling seamless operation and monitoring. Their fast response time and reliable performance make them a preferred choice in many industrial automation setups.