Pneumatic knife gate valves are essential components in various industrial applications where reliable shut-off and handling of thick or slurry-like media are required. These valves are known for their robust performance in systems where traditional valve types may face operational challenges. However, like any mechanical device, they come with certain limitations.

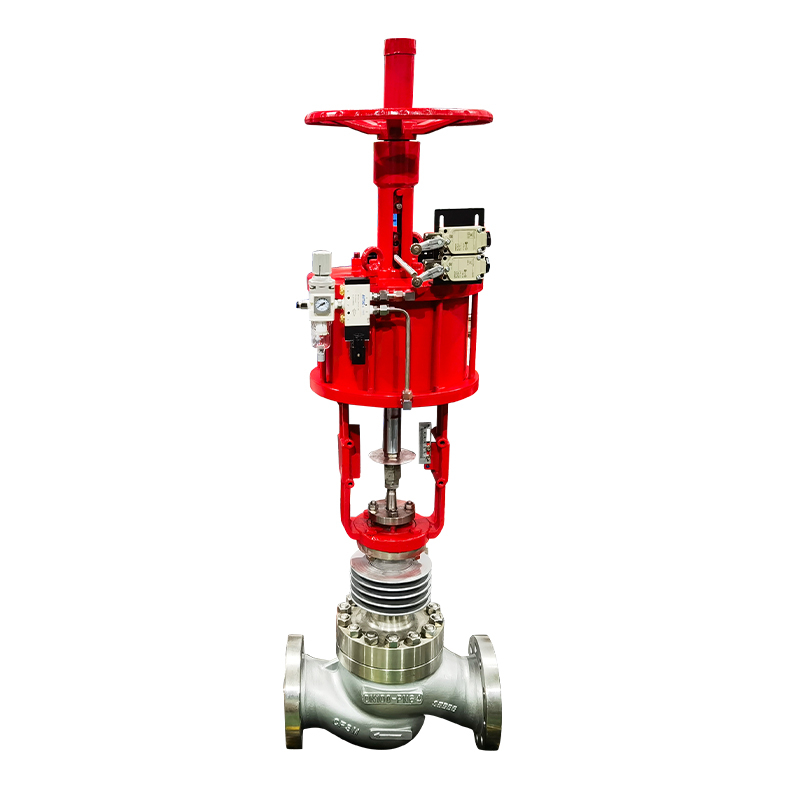
A pneumatic knife valve, often referred to as a pneumatic knife gate valve, is designed primarily for handling media with high solids content such as slurries, powders, pulp, and wastewater. It operates by using compressed air to actuate a sharp-edged gate that slices through the media to allow or block flow.
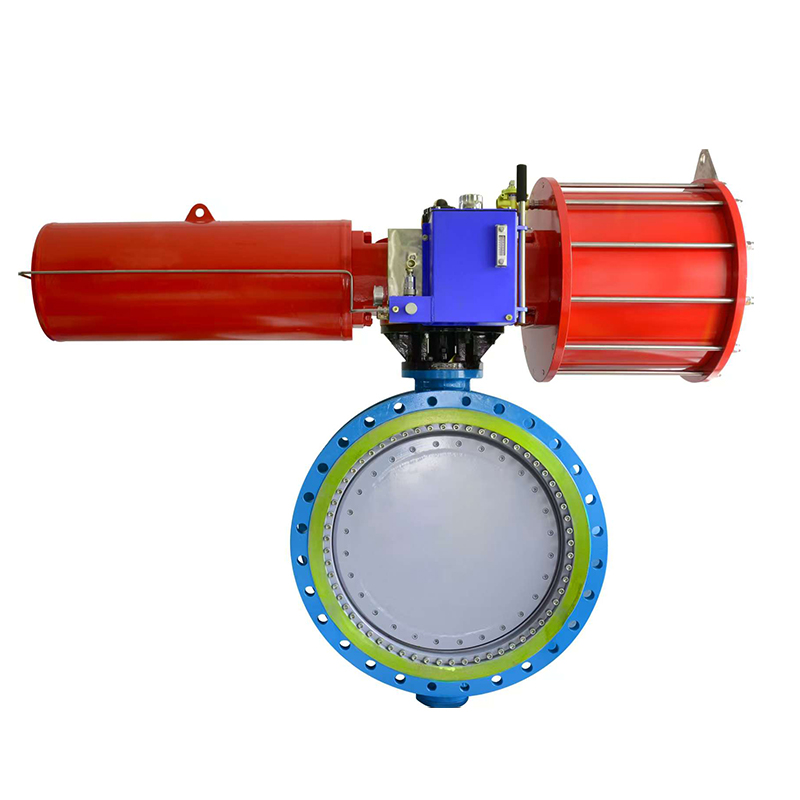
One of the defining features of this valve type is its simple and compact design. The linear movement of the gate allows for a full and unobstructed passage, which is especially useful in systems where flow media may contain debris or suspended solids. This unobstructed design reduces pressure drop across the valve and minimizes the risk of clogging.
Another key feature is its reliable shut-off capability. The sharp-edged gate is effective at cutting through viscous materials, making it suitable for applications in mining, pulp and paper, and wastewater treatment. When the valve is in a closed position, the gate sits firmly against the seat, providing a reasonably tight seal under appropriate pressure conditions.
The pneumatic actuator enhances operational efficiency by enabling fast and automated valve movement, which is particularly useful in large or complex systems. This automation allows for remote control, reducing the need for manual operation and making the valve suitable for integration with modern industrial control systems.
Additionally, pneumatic knife valves often feature self-cleaning capabilities. When the gate moves through the flow media, it tends to clear the path of accumulated solids, which helps maintain operational reliability over time.
While air actuated knife gate valves provide distinct advantages in specific environments, they also have several limitations that need to be considered when choosing the right valve for a given application.
One of the primary disadvantages is the limited sealing performance under high pressure. Knife gate valves are generally not designed for high-pressure systems, especially when compared to globe or ball valves. In situations where tight shut-off is required under elevated pressures, the sealing capabilities of a knife gate valve may not be sufficient, bring about potential leakage.
Another limitation involves bi-directional flow control. Many knife gate valves are designed for uni-directional flow, meaning they are intended to block flow from a single direction. When flow reverses or fluctuates from both ends, the valve's sealing performance can degrade. Although bi-directional designs exist, they tend to be more complex and expensive.
Seat wear and maintenance can also be an issue, especially in abrasive or corrosive environments. Repeated operation over time causes wear on the seats and gate, which can bring about poor sealing or failure to fully close. Maintenance often involves disassembly, which can be time-consuming and may require system downtime.
The use of compressed air to drive the actuator introduces its own considerations. Dependence on air supply means that in the event of air pressure loss or compressor failure, valve functionality may be compromised. Without backup systems or manual overrides, this can present risks in critical applications.
Additionally, installation space can be a concern. While the valve body itself is compact, the linear stroke of the pneumatic actuator requires adequate vertical clearance. In tight installations or confined equipment rooms, accommodating the actuator's range of motion may be challenging.
Finally, noise during operation is sometimes noted. Rapid actuation of the gate under air pressure can generate sudden mechanical sounds, which may be undesirable in environments that prioritize quiet operation.