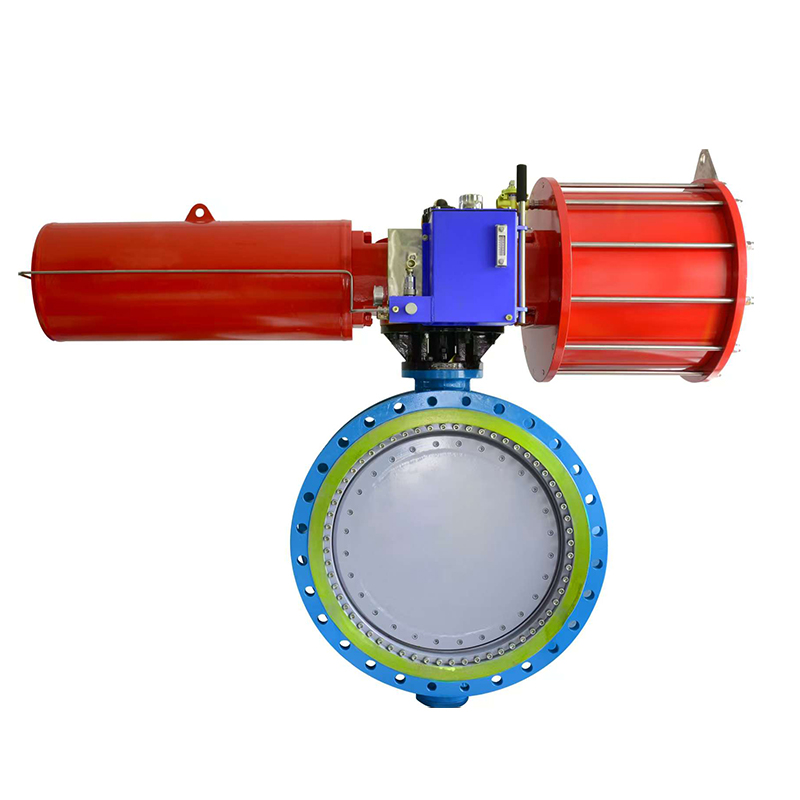
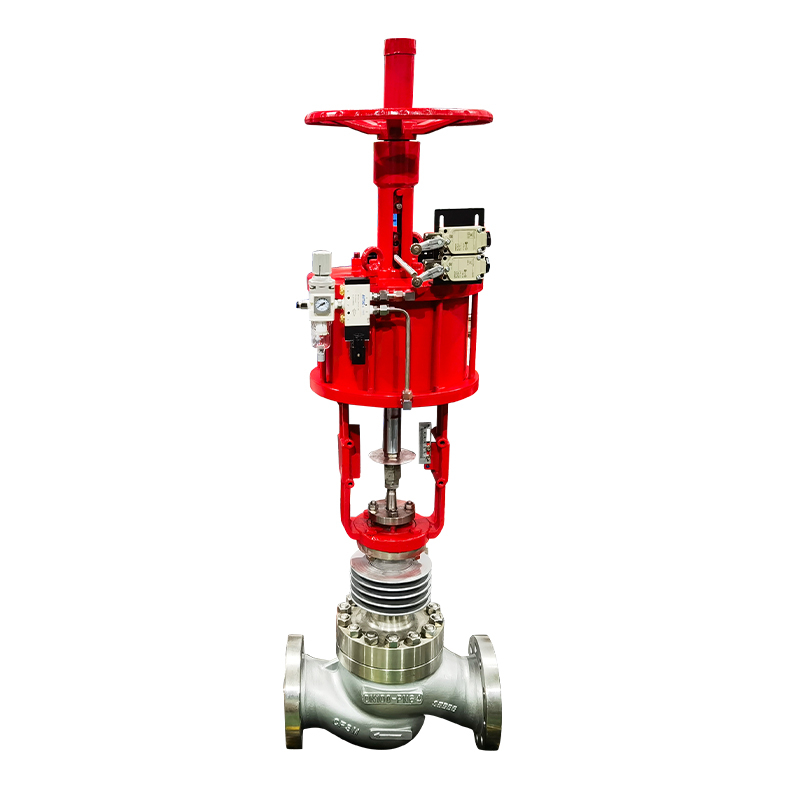
The Aluminum Alloy Pneumatic Operated Gate Valve is engineered with a flat or wedge-shaped gate that moves vertically to start or stop the flow of a fluid. It uses a pneumatic actuator—powered by compressed air—to operate the valve gate. The aluminum alloy body offers durability while keeping the valve lightweight and corrosion-resistant.

One of the key design advantages of the Aluminum Alloy Pneumatic Operated Gate Valve is its straight-through flow path. This means when the valve is fully open, the fluid can pass through with minimal obstruction, resulting in very low pressure loss. This feature is particularly beneficial for applications requiring full flow or where pressure drop needs to be minimized.
A notable characteristic of the Aluminum Alloy Pneumatic Operated Gate Valve is its ability to provide near-unrestricted flow when open. The flat gate fully retracts from the flow path, allowing media to pass through without turbulence. This ensures that pressure loss remains very low compared to other valve types such as globe or needle valves.
Because of its streamlined internal path, the Aluminum Alloy Pneumatic Operated Gate Valve supports systems that depend on consistent pressure and flow rate. It is especially useful in pipelines that transport clean liquids, slurries, or gases, where preserving system pressure is a priority.
The pneumatic actuator in the Aluminum Alloy Pneumatic Operated Gate Valve enables fast and consistent valve actuation. This rapid response is critical in systems that require quick shut-off or opening under emergency or automated control systems. The compressed air mechanism provides clean, spark-free operation, which is advantageous in hazardous or flammable environments.
Additionally, the Aluminum Alloy Pneumatic Operated Gate Valve is known for its repeatable performance. In automated systems, this consistency translates to fewer errors, smoother process control, and reduced manual intervention. The actuator can be easily integrated with control systems for remote monitoring and operation.
Aluminum alloy, as the main material in the Aluminum Alloy Pneumatic Operated Gate Valve, contributes significantly to its long service life. This material resists rust and oxidation, making the valve suitable for use in harsh environments, such as those involving moisture, salt, or chemical exposure.
The aluminum construction also results in a lighter valve, which is easier to install, maintain, or replace. This characteristic is particularly important in applications where space or weight is a concern, such as in compact process modules or mobile systems.
The Aluminum Alloy Pneumatic Operated Gate Valve is versatile and is commonly found in:
Water and wastewater treatment plants, where full-flow capacity and corrosion resistance are essential.
Chemical processing, where chemical resistance and clean operation are priorities.
Food and beverage manufacturing, where hygiene, rapid actuation, and ease of maintenance are crucial.
Pharmaceutical systems, which demand clean, reliable operation with minimal contamination risk.
Pulp and paper industry, where the valve handles slurries or semi-solid media with minimal clogging.
Across all these sectors, the Aluminum Alloy Pneumatic Operated Gate Valve supports system reliability through its efficient flow design and material resilience.
Maintenance and System Integration
Maintenance of the Aluminum Alloy Pneumatic Operated Gate Valve is straightforward due to its simple construction and accessible components. The valve can be easily disassembled for cleaning or part replacement, and the actuator typically requires minimal upkeep, especially when supplied with clean, dry air.
Its compatibility with standard control systems makes the Aluminum Alloy Pneumatic Operated Gate Valve ideal for integration into automated processes. Position sensors and feedback mechanisms can be installed to monitor valve status in real time, improving system awareness and reducing downtime.