Pneumatic actuated valves are essential components in modern fluid control systems, especially where automation, reliability, and quick response are required. Among these, the pneumatic actuator operated butterfly valve is widely used for flow regulation in pipelines, while the pneumatic emergency shut off valve plays a critical safety role in isolating flow during abnormal or emergency conditions.

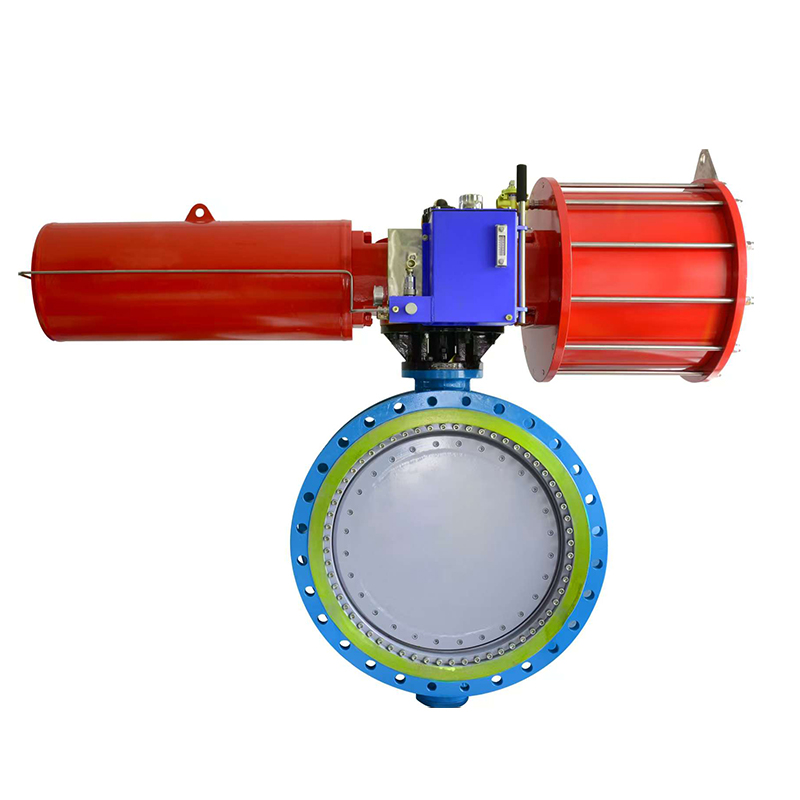
The pneumatic actuator operated butterfly valve consists of a rotating disc mounted on a shaft inside the valve body, with the disc acting as the flow-controlling element. When the actuator receives compressed air, it rotates the shaft, which in turn rotates the disc to open or close the valve. Several design factors must be carefully evaluated to ensure performance and durability.
Material selection is one of the primary considerations. The valve body, disc, and seat materials must be compatible with the medium flowing through the system. For instance, stainless steel may be used for corrosive fluids, while ductile iron or PVC may suffice for water or non-aggressive media. Seat materials such as EPDM, NBR, or PTFE are chosen based on temperature and chemical compatibility.
Actuator type is another key factor. Pneumatic actuators can be either single-acting (spring-return) or double-acting (air to open and air to close). The choice depends on the required control, fail-safe positioning, and available air supply.
Valve size and pressure rating must match system specifications. Oversizing can inefficiencies, while undersizing can restrict flow or bring about failure. Flow characteristics, such as linear or equal percentage control, should also be considered based on the system's regulation requirements.
Integration with control systems is increasingly important. Modern pneumatic actuator operated butterfly valves may include position indicators, solenoid valves, or limit switches for automation and remote monitoring, enhancing system control and operational safety.
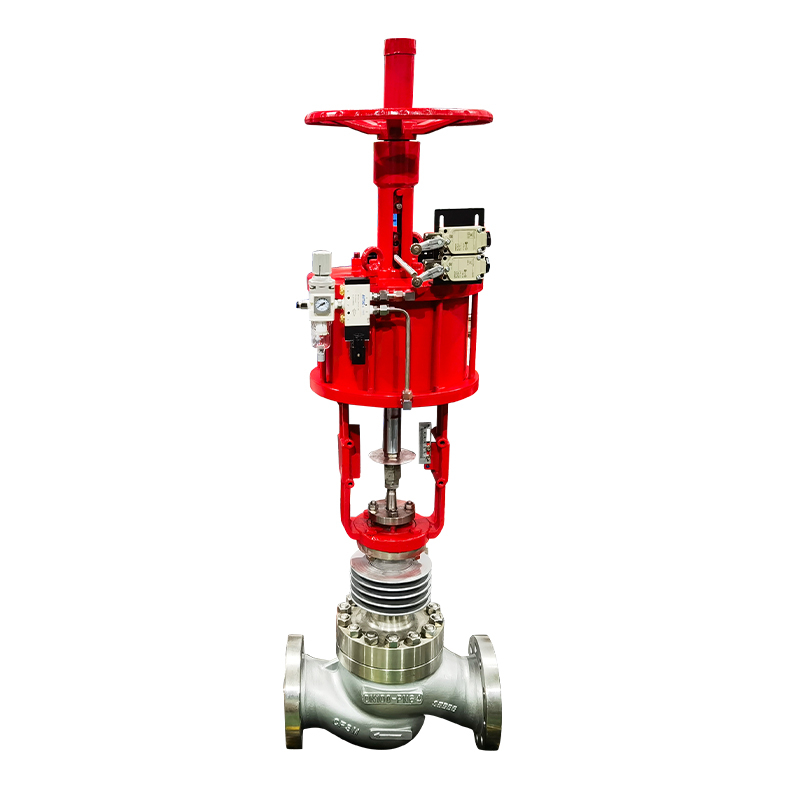
The pneumatic emergency shut off valve is a critical safety component designed to stop the flow of gas or liquid instantly in response to an emergency. Its core purpose is to protect equipment, personnel, and the environment by providing quick isolation of process lines during hazardous conditions.
One of the main functions of this valve is emergency shutdown. When a fault is detected—such as excessive pressure, temperature, or gas leak—the control system sends a signal to the pneumatic actuator, which then quickly closes the valve. The actuation is usually powered by compressed air and may incorporate a spring-return mechanism to ensure fail-safe closure if the air supply is interrupted.
Another important function is process protection. By isolating specific sections of a system, the valve prevents the spread of damage in the event of equipment malfunction, pipe rupture, or other failures. This containment helps minimize operational downtime and potential loss.
The pneumatic emergency shut off valve is also often used in systems handling flammable, toxic, or hazardous materials. In these cases, rapid shutoff is essential to prevent environmental contamination, explosions, or personal injury. For this reason, these valves are commonly installed in oil and gas facilities, chemical plants, and fuel transport systems.
Automation and remote control are integral to their operation. These valves are typically linked to control panels, safety sensors, or emergency shutdown (ESD) systems that automatically trigger the valve without human intervention. This quick response time significantly enhances safety outcomes.