The 2 Inch Air Actuated Ball Valve is a widely used valve type in industrial settings where medium-sized flow control is required. It combines a ball valve mechanism with an air actuator that uses compressed air to open or close the valve. While this design offers automation and ease of use, several challenges can arise in operation.

One key challenge is the need for precise air pressure regulation. Insufficient or excessive air pressure can bring about incomplete valve actuation, causing partial opening or closing and potentially bring about flow inconsistencies or leaks. This issue requires the implementation of proper pressure regulators and air preparation units to ensure consistent actuator performance.
Another challenge is the wear and tear of seals and seats, particularly when handling abrasive or corrosive media. Over time, these components can degrade, resulting in leaks and operational failures. Choosing high-quality materials such as PTFE or reinforced elastomers for seals, and using corrosion-resistant metals for valve bodies, helps extend service life.
Additionally, air actuated valves can be sensitive to contaminants in the air supply. Moisture, dirt, or oil in compressed air can damage the actuator or cause sticking. Installing air filtration and drying systems is essential for reliable long-term operation.
By addressing these challenges through proper system design, material selection, and maintenance, the 2 inch air actuated ball valve can provide consistent, reliable service in a variety of applications.
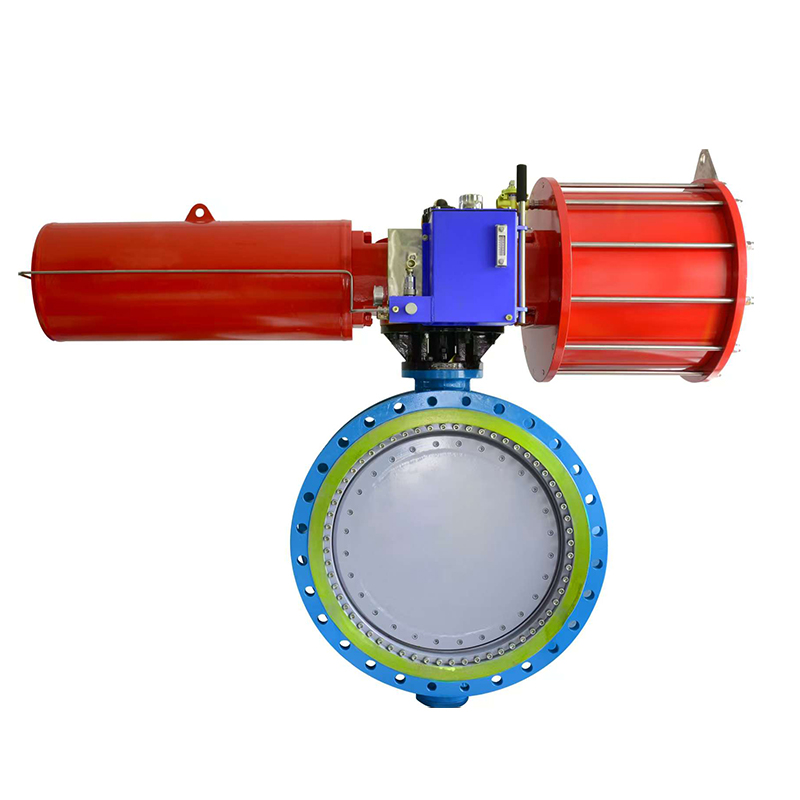
A Pneumatic Operated Ball Valve is a versatile valve commonly used in automated systems for quick and precise flow control. It features a spherical ball with a bore that rotates to open or close the valve, controlled by a pneumatic actuator powered by compressed air.
The main advantage of pneumatic operated ball valves lies in their automation capability. The actuator enables remote or automated control, reducing the need for manual intervention, which is especially beneficial in hazardous or hard-to-reach environments. These valves provide fast opening and closing action, often completing a full cycle in just seconds.
Another benefit is the valve's robust design. Ball valves typically offer tight sealing with minimal leakage, making them suitable for gas and liquid applications, including high-pressure and corrosive environments when properly constructed. The simplicity of the ball mechanism also means fewer moving parts, which translates to lower maintenance requirements.
Pneumatic operated ball valves are available in various sizes and pressure ratings, making them adaptable to a wide range of industries such as chemical processing, oil and gas, food and beverage, and water treatment.
However, the success of these valves depends on ensuring the pneumatic system is well-maintained, including clean and dry air supply, correct actuator sizing, and regular inspection of seals and seats. When properly maintained, pneumatic operated ball valves provide reliable, efficient, and automated flow control.
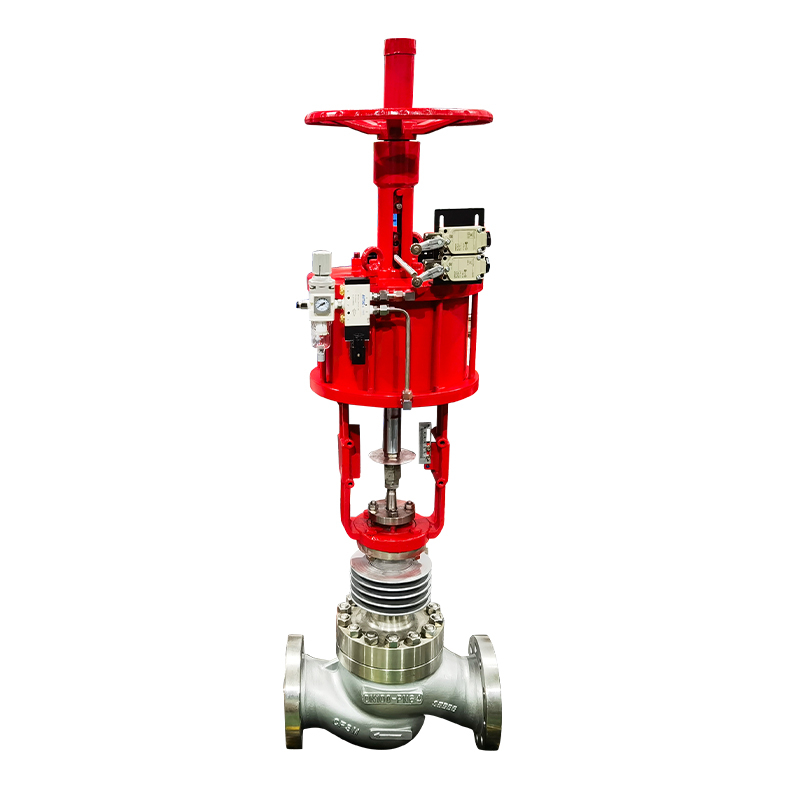
While pneumatic systems excel in automation, Pneumatic Manual Control Valves still have their place, especially where manual override or simpler control is needed. However, these valves come with some disadvantages compared to fully automated pneumatic valves.
The apparent disadvantage is the reliance on manual operation, which limits the speed and precision of valve adjustments. Manual intervention can bring about inconsistencies in valve position, affecting process accuracy and repeatability. This is especially problematic in processes requiring rapid response or fine flow tuning.
Another drawback is operator safety. Manual control often requires personnel to be physically present at the valve location, which can be hazardous in extreme environments such as high pressure, high temperature, or chemically aggressive atmospheres. This exposure increases risks compared to automated remote operation.
Manual valves can also cause operational inefficiencies. The need for constant human involvement increases labor costs and slows down process adjustments, potentially bring about longer downtime or slower response to process changes.
Finally, manual control valves generally lack the feedback mechanisms that automated valves have, making monitoring and integration with control systems more difficult. This absence limits process optimization and real-time diagnostics.